第一章:法兰克系统的基本操作 |
1 返回参考点 1〕选择返回参考点方式“ZRN”,是方式选择之一。 2〕为减小速度,调整快速移动倍率; 3〕按与返回参考点方向相同的进给轴按键; 4〕按住该键直到刀具返回参考点。当刀具返回到参考点时,相应的灯亮; 5〕对其它轴执行相同操作。 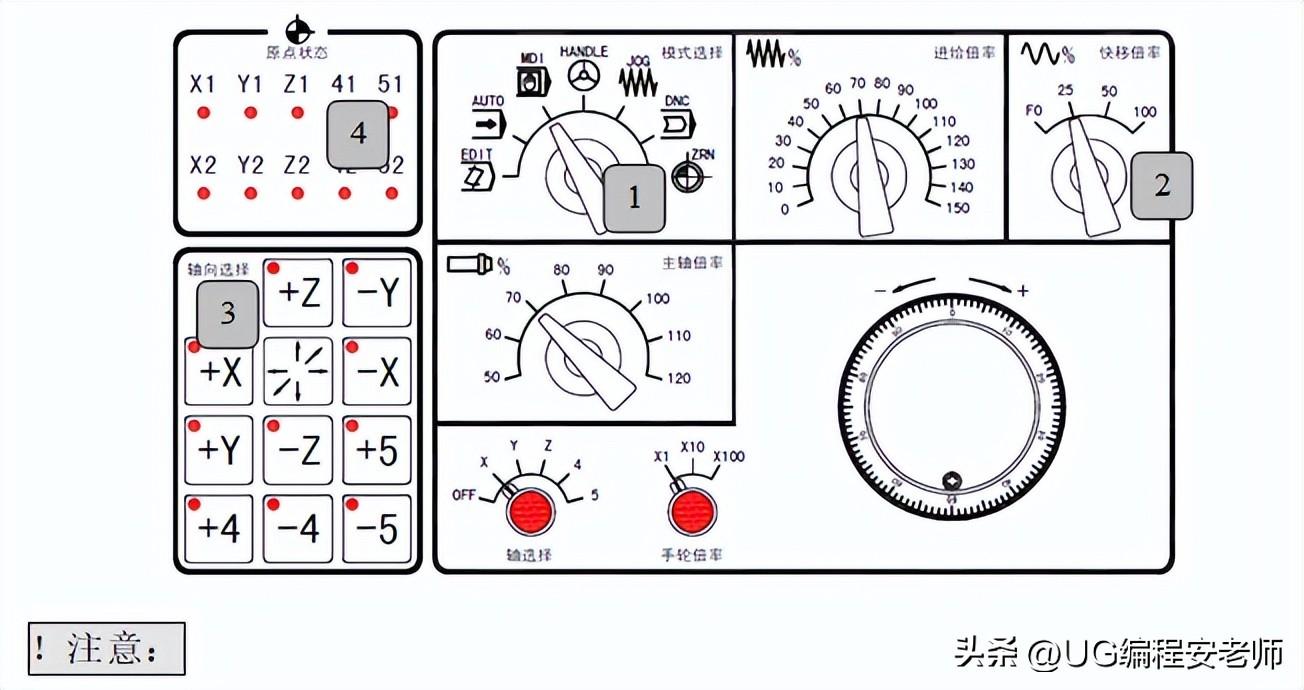 1〕一旦返回参考点完成,返回参考点指示灯亮,机床不再移动,除非改变到其它机床运动方式。 2〕当离开参考点或机床紧急停止,返回参考点指示灯熄灭。 2 JOG进给〔手动连续进给〕 1〕选择手动连续进给方式“JOG”。 2〕手动连续进给速度由手动连续进给倍率选择按钮设定。 3〕按进给轴按键,机床沿相应的轴和方向移动。当松开按键后,机床停止移动。 4〕假设按进给轴键的同时按住快速移动按键,则机床以快速移动速度运动。快速移动倍率有效。 ※简明步骤:选择JOG方式à设置进给倍率à轴进给 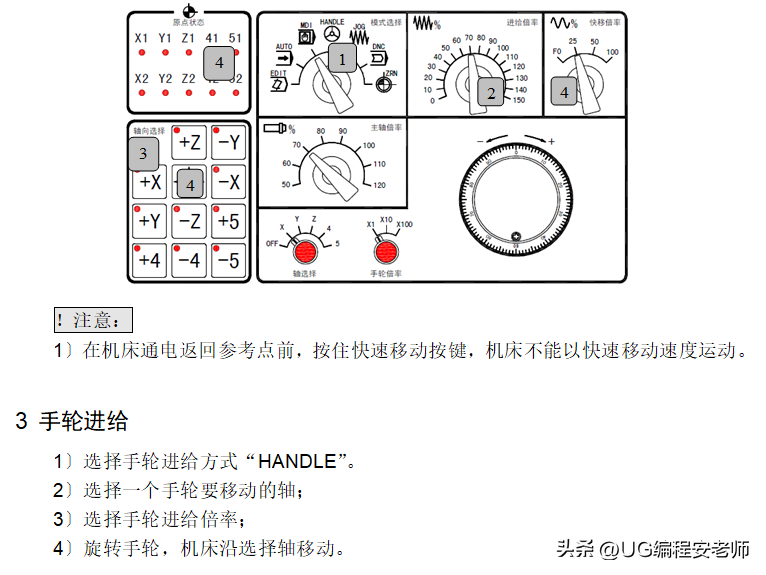 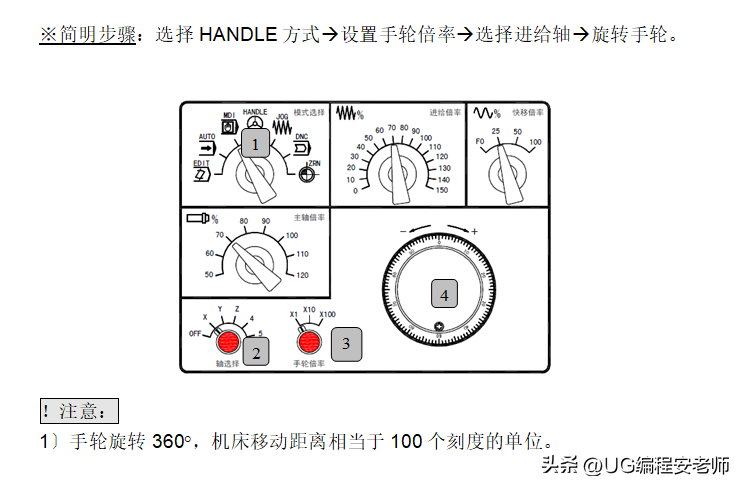          |
8.2程序号检索
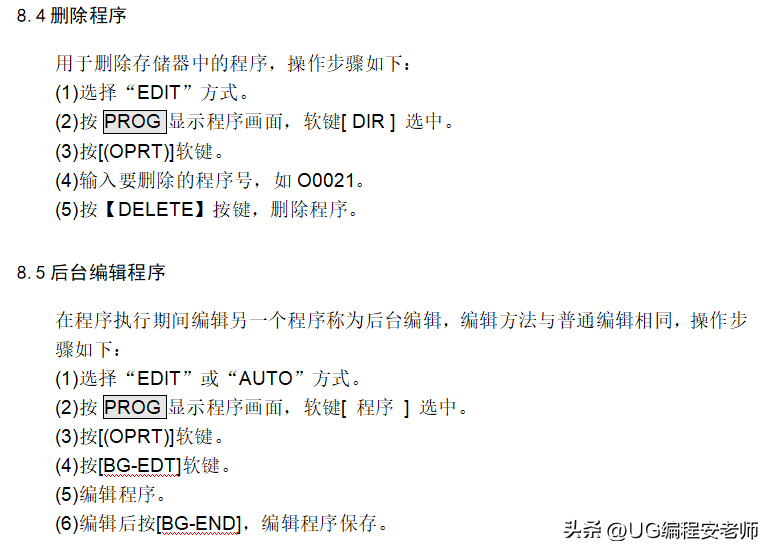
当程序存储器中存有多个程序时,可以检索程序号。步骤如下:
(1)选择“EDIT”或“AUTO”方式。
(2)按PROG显示程序画面,软键[ 程序 ] 选中。
(3)按[(OPRT)]软键〔可不按,直接到第4步〕。
(4)输入要检索的程序号,如O0021。
(5)按[O检索]软键,进行程序检索。
8.3程序顺序号检索
程序顺序号检索用于检索程序中的顺序号,从此顺序号的程序段启动或再启动。步骤如下:
(1)选择“AUTO”方式。
(2)按PROG显示程序画面,软键[ 程序 ] 选中。
(3)按[(OPRT)]软键〔可不按,直接到第4步〕。
(4)输入要检索的程序顺序号,如N0021。
(5)按[N检索]软键,进行程序顺序号检索。
   (5)用翻页键或光标键移至所需设定或修改的补偿值处,或输入欲设定或修改的补偿号码并按[No.检索]软键。 (6)为设定补偿值,输入一个值并按[输入]软键。为改变补偿值,输入一个值并按[+输入]软键,该值与当前值相加,而[输入]则直接替换原值。采用[测量]设定偏置值见10.2。   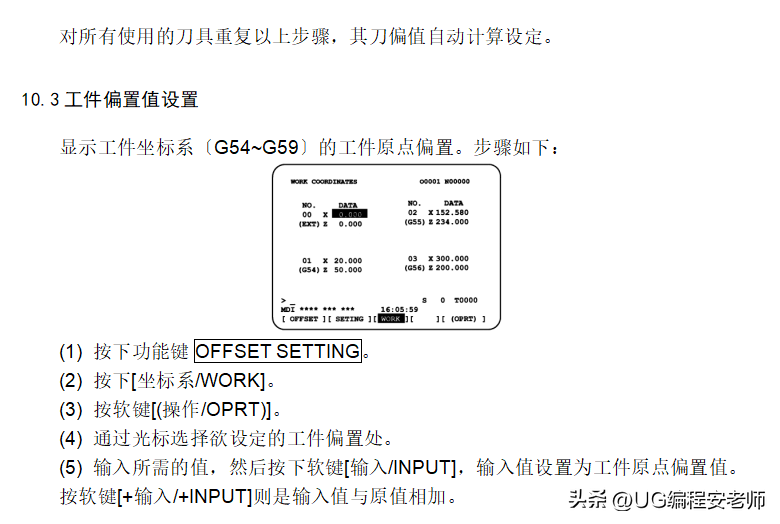    |